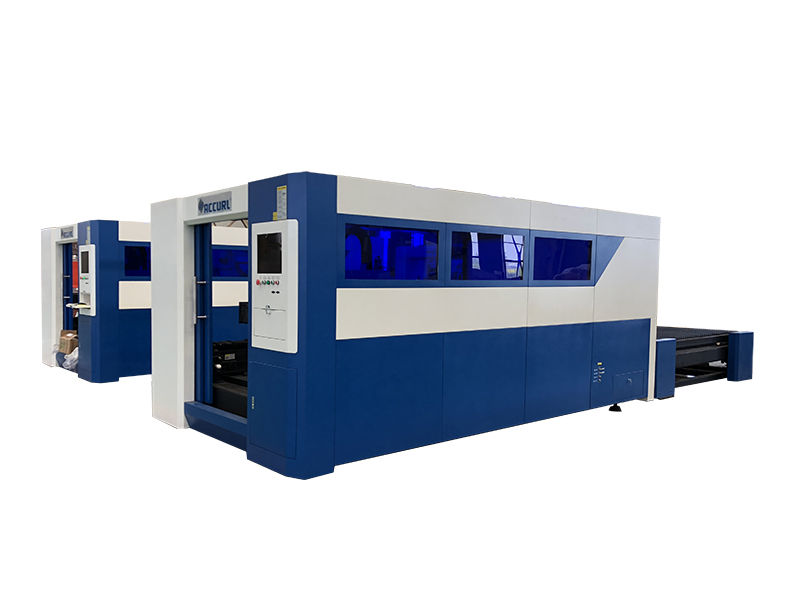
1, Hlavní vlastnosti stroje
Stroj se skládá z hostitele stroje, počítačových řídicích systémů, řezací hlavy vláknového laseru, chladičů, pomocných komponentů slušného chování.
Portálová konstrukce stroje, využívající japonské servomotory YASKAWA pohánějící hřeben a pastorek, vysoká přesnost a vysoká rychlost, převodovka s dvojitým pohonem a hřebenová převodovka namísto tradičního převodu s kuličkovým šroubem, díky kterému je rychlost prázdného stroje až 40-50 metrů/min.
Portál postele, strojně svařovaná konstrukce, ošetření stárnutím po žíhání, hrubování, dokončovací práce, může zcela eliminovat napěťové svařování a obrábění, tuhé, vysoká přesnost, může být zachováno dlouhodobé používání bez deformace (nejméně 20 let).
Osy X, Y jsou dováženy z Japonska vysoce přesné servomotory YASKAWA, vysoká rychlost, vysoký točivý moment a vysoká setrvačnost, stabilní a odolné. Zajistěte vysokou rychlost, vysokou přesnost a zrychlení stroje.
Speciální řezací software, integrace řady specifických modulů pro řízení laserového řezání, výkonné, dobré rozhraní člověk-stroj, snadná obsluha. Výběr řezací hlavy švýcarské značky vysoce kvalitní značky Ray Tools vláknová laserová řezací hlava, stejně jako specializované kapacitní snímání, vysoce přesný senzor, citlivý, výkon nejstabilnější a nejspolehlivější.
Řídicí systémy; Použití počítačem řízeného elektrického překladu stolu je kompletní řezání obrobku a tak dále. Řezání lze provádět v jakémkoli grafickém editoru a sportovní rovině.
Hlavní části stroje přijímají slavnou značku v Evropě, Japonsku a Tchaj-wanu, její čínskou cenu, ale evropskou kvalitu stroje.
2, hlavní technická výhoda stroje
2.1 Obráběcí stroj
Toto strojní lože s portálovým designem, strojově svařovanou konstrukcí, nosníky vyrobené z litého hliníku po ošetření stárnutím žíháním a poté hrubování, dokončovací práce, může zcela eliminovat napěťové svařování a obrábění, tuhost, vysokou přesnost, lze udržovat dlouhodobé používání nejméně 20 let nezdeformované.
Portál strojního nosníku s celkovými hliníkovými odlitky, které mohou snížit hmotnost nosníků, aby byla zajištěna dobrá stabilita, může stroj splňovat vysokorychlostní provoz.
Stroj o hmotnosti 4 tuny, variabilní analytická technika využívající princip strukturálního dynamického návrhu a metoda konečných prvků navržená základna stroje má vynikající statický a dynamický výkon.
| technické parametry | |||
| Podlahová plocha | Asi 4650 * 2520 mm (bez nakládací a vykládací plochy) | ||
| Povolit materiál Maximální plocha řezu | 1500 x 3000 mm | ||
| Hrubá hmotnost stroje | 4000 kg | ||
| Požadavky na napájení | 380V/50Hz | Celkový výkon | 20 kW |
| Environmentální požadavky | Teplotní rozsah: 10-35 ºC Rozsah vlhkosti: 40-85% 1 000 metrů nad mořem, použití prostředí nehořlavé, výbušné, magnetické, silná zemětřesení | ||
| Parametry systému pohybu zařízení | |||
| Řezná rychlost, zrychlení | 0-50 m / min 0-3000 mm/s2 | ||
| Rychlost vzduchu, zrychlení | 0-50 m / min | ||
| Přesnost polohování | <0,03 mm/m | ||
| Řídící systém | Přijměte japonský pohon servomotorů YASKAWA | ||
| Přenos | Všechny používají vysoce přesnou spirálovou hřebenovou tyč a pastorek | ||
| Zpětná vazba a systémy řízení dopravy | Vyhrazený dopravní a řídicí systém | ||
| Ventilační systém | Pevná spodní ventilace | ||
| Typ pracovního stolu | Rack Workbench | ||
| Obvodový a ochranný systém | Standardní provedení | ||
Náš vláknový laserový řezací stroj hlavní funkce laserového řezání
| Ne. | Funkce | Popis |
| 1 | Následná výška | Pochodeň se pohybuje nahoru a dolů podle výšky desky |
| 2 | Ovládání napájení | Řízení výkonu laseru podle sklonu |
| 3 | Reverzní funkce | Zpět na provedení NC programu |
| 4 | Návrat k bodu zlomu | Návrat do bodu zlomu po zotavení |
| 5 | Multi piercing | Puls, tryskání, pokrok, vysoká rychlost |
| 6 | Vedoucí čára | Nastavte parametr úvodní linie |
| 7 | Automatické hledání hran | Automaticky najít souřadnici řezného kusu |
| 8 | Funkce Leapforg | Leapforg pro zlepšení účinnosti řezání |
| 9 | Společná linie | Společná linie pro zlepšení účinnosti řezání |
| 10 | Funkce značení | Označte jakýkoli tvar na talíři |
Tloušťka a rychlost řezání laserem pro referenci (na základě výkonu laseru 800W, jiný výkon laseru, data se budou nepatrně lišit)
| Materiál | Tloušťka (mm) | Doporučit řezání Rychlost (mm/min) | Maximální řezná rychlost (mm/min) | Výkon (W) | Řezný plyn | Tlak plynu (kPa) | Ohnisko (mm) | Model trysky | Rozostření (mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| SLEČNA | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| SLEČNA | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| SLEČNA | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| SLEČNA | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| SLEČNA | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| SLEČNA | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| SLEČNA | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| SLEČNA | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| SLEČNA | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| SLEČNA | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
Hrubé náklady na spotřebu stroje (na základě výkonu laseru 800W stroje, ostatního výkonu laseru se data nebudou lišit)
A> Celková spotřeba energie
| Část stroje | Napájení (kW) | Spotřeba energie (kW/hodina) | Poznámka |
| Laserový generátor | 5.8 | <=21 | Vzhledem k ceně energie je v každé zemi jiná, takže mohu uvést pouze spotřebu energie, nemohu uvést celkovou cenu |
| CNC stůl | 5.8 | ||
| Chladicí jednotka | 5 | ||
| Extrakční filtr | 4.4 |
B> Spotřeba plynu
| Plyn | Spotřeba (minuta/láhev) | Poznámka | Poznámka |
| O2 | 60 | Vypočteno na základě 1mm MS deska | Vzhledem k tomu, že cena plynu je v každé zemi jiná, mohu uvést pouze spotřebu plynu, nemohu uvést celkovou cenu |
| N2 | 15 | Vypočteno na základě 1mm SS deska |
C> Spotřební díly
| Spotřební materiál | život (hodina) | Jednotková cena (USD/kus) | Celkové náklady (USD/hodina) | Poznámka |
| Ochranné zrcadlo | >=240 | 43 | 0.18 | Pokud je pracovní prostředí dobré, pak spotřební materiál Život bude delší |
| Tryska | >=600 | 21.4 | 0.04 | |
| Keramický prsten | >=1500 | 108 | 0.07 | |
| Celkový | 0,29 USD/hod | |||
Celková spotřeba
| Položka | Napájení Spotřeba | Spotřeba plynu (USD/hodina) | Spotřební materiál | Poznámka |
| O2 | <=21 kW/hod | 60 (minuta/láhev) | 0,29 USD/hod | Vypočteno na základě 1mm MS desky |
| N2 | <=21 kW/hod | 15 (minuta/láhev) | 0,29 USD/hod | Vypočteno na základě 1mm SS desky |
Úvod do laserového řezacího softwaru (software pro automatické hnízdění)
„Softwarový design pro laserové řezání“ je určen pro software pro ploché řezání, jehož hlavním cílem je poskytovat zpracování obrazu, nastavení parametrů, vlastní editor procesu řezání, simulaci a třídění a zpracování při volnoběhu.
Podporuje následující režim zadávání dat
6.1) Po časové podpoře DXF, PLT a dalších grafických datových formátů akceptovaných mezinárodním standardem G kód Mater Cam, Type3, software Wentai vygeneroval DXF import grafiky, textové obrysy Systém přímé extrakce AutoCAD přenesl grafická obrazová data, můžete upravit rozvržení (např. zoom, rotace, zarovnání, kopírování, kombinování, vyhlazení, slučování) importovaných dat pro automatickou kontrolu legálnosti, jako jsou: Uzavřené, překrývající se, samoprotínající, vzdálenost mezi detekcí grafiky, typ řezu (ženský řez, Yang řez ), a vnější vztahy, interferenční vztah, automatický výpočet zaváděcích řezných vzorů, exportní linka.
6.2) Proces podle potřeby, lze libovolně upravit počáteční polohu a směr zpracování grafiky, zatímco systém dynamicky upraví zavedení pozice vedení, import souboru vždy automaticky optimalizuje sekvenci zpracování, ale také lze ručně upravit, aby se zkrátila doba zpracování a zlepšit efektivitu zpracování výběr grafického výstupu, podpora kdekoli při zpracování místních dat, zvláště užitečné pro krmení, zatímco můžete použít funkci oříznutí, grafické zpracování lokálně jedinečného bodu přerušení, proces může jít vpřed po stopě, přetáčet, narazit na flexibilitu každý procesní případ, dle grafického zpracování, velikosti suroviny, automatického vnořování
Související produkty
 kovový laserový řezací / řezací stroj na lase / laserový řezací stroj z nerezové oceli
kovový laserový řezací / řezací stroj na lase / laserový řezací stroj z nerezové oceli Řezací stroj s vláknovým laserem Accurl Smartline 3015
Řezací stroj s vláknovým laserem Accurl Smartline 3015 500w1000w 2000w 3000w vlákno laserový řezací stroj cena v USA
500w1000w 2000w 3000w vlákno laserový řezací stroj cena v USA 1000w cnc 3015 vlákno laserový stroj řezání nerezové oceli z měkké oceli hliníku nejlepší cenu
1000w cnc 3015 vlákno laserový stroj řezání nerezové oceli z měkké oceli hliníku nejlepší cenu cena laserového řezacího stroje na veletrhu 2018 kantonu
cena laserového řezacího stroje na veletrhu 2018 kantonu programovatelný plazmový laserový řezací stroj na plazmové řezání CNC s maxpro 200
programovatelný plazmový laserový řezací stroj na plazmové řezání CNC s maxpro 200 vlákno laserový řezací stroj řezání mědi a hliníku
vlákno laserový řezací stroj řezání mědi a hliníku 500w 1000w plechové trubice laserové řezací stroje na prodej
500w 1000w plechové trubice laserové řezací stroje na prodej 2018 nejnovější plazmové portálové cnc řezací stroje portálové plazmové řezačky výrobce ceny
2018 nejnovější plazmové portálové cnc řezací stroje portálové plazmové řezačky výrobce ceny 420mm tříosý řezací stroj na vodní paprsky na pěnu, kůži, plastovou fólii
420mm tříosý řezací stroj na vodní paprsky na pěnu, kůži, plastovou fólii